Intro to Plasma Cutting for Beginners

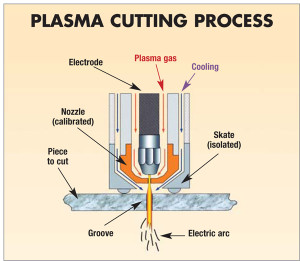
The basics of plasma cutting are similar to TIG welding. It’s a process which uses a high-velocity jet of ionized gas (typically air) through a constricting orifice (small nozzle). This ionized gas (plasma), conducts electricity from the electrode (torch) to the work piece.
When the arc makes contact with the conductive material you want to cut, it passes through the metal, melting a thin area and ultimately severing the metal.
Here are some advantages and disadvantages of plasma cutting as well as some tips from Garage Tooled to help you get started once you’ve purchased a plasma cutter.
Advantages
1) Versatility
Unlike oxy-acetylene cutting, plasma cutting works on any electrically conductive metal. The oxy-fuel process will not work on aluminum or stainless steel.
Plasma also produces cleaner cuts due to dry air being used in most applications.
2) Speed
Because of the high temperature of the plasma cutting arc (~20,000 degrees F), it’s a much faster method of cutting than oxy-acetylene (~6,000 degrees F).
There is also no pre-heat cycle. Plasma cutting is also much more precise and there is a much lower chance of surrounding areas being negatively affected by warping or pain damage.
Disadvantages
1) Cost
 Plasma cutting definitely requires a higher upfront investment but once you are setup, you only need to replace your tips and consumable electrodes.
Plasma cutting definitely requires a higher upfront investment but once you are setup, you only need to replace your tips and consumable electrodes.
Getting started in oxy-acetylene cutting may be cheaper at the start (see oxy-acetylene kits we recommend), but you then have the added expense of gas tank refills.
In addition, when you factor in the speed benefit and the fact that time is money, a plasma cutter may seem like an excellent investment.
2) Safety
There is obviously some danger to any type of welding or cutting so proper safety measures should always be followed. Because a plasma cutter generates such a high amount of heat, the risk of electric shock is also greater.
Just follow the manufacturer’s directions and safety precautions and you may actually be safer than with an acetylene setup where you’re working with highly flammable oxy-fuel.
Best Plasma Cutters
#1 – Hypertherm Powermax30 XP Plasma Cutter
 At about 21 pounds, the Powermax 45 is stout enough for heavy use, yet light enough to move around the shop or job site. The 15-foot torch cord is one of the best features, because positioning the Powermax is faster and doesn’t have to be done as often.
At about 21 pounds, the Powermax 45 is stout enough for heavy use, yet light enough to move around the shop or job site. The 15-foot torch cord is one of the best features, because positioning the Powermax is faster and doesn’t have to be done as often.
The low profile cutting head makes it easier to reach into cramped spots, and the finger or thumb trigger action gives you more versatility while you work.
Whether you only do a little metal work, or do so on a daily basis, you will find features on this model that exceed what you would expect in such a compact machine.
One of the best features is the conical flow design which shapes arc density for smoother, cleaner cuts (up to 5/8-inch thick). Like most plasma cutters, this unit requires a compressed air source with a 4 CFM @ 80 PSI flow rate.
Note: The Powermax30 AIR model includes an on-board air compressor at a slightly higher cost.
The biggest drawback with this model is obviously the price but visit any plasma cutting forum and Hypertherm is consistently mentioned as one of the best brands in plasma cutters and well worth the premium price.
Another thing to consider is that it does not come with many accessories or companion tools. The recommended consumables will cost a little more than the competitor, but Powermax’s patented design uses less, and the savings will add up over usage.
#2 – Lotos LT5000D Plasma Cutter
If just starting out with plasma cutting and having a good quality and cheap cutter are your primary requirements, the LT5000D might be the best option for you.
It only weighs about 22 pounds, which means you can easily move it from one project to another. Be careful not to underestimate this cutter, though. It is fully capable of cutting almost any type of metal or alloy up to 1/2 of an inch thick with it’s 13-foot torch.
Rated for a 1/2-inch clean cut and 3/4 severance thickness, recommends using an air compressor capable of 3.8 CFM @ 66 PSI but users have had success using small pancake style compressors rated right around 3 CFM.

The small chassis cranks out up to 50 amps of current, and that is more than enough for just about any cutting job you need to do. This unit also features a patented cooling system to help you work faster and longer.
The torch cord length is a bit of a disappointment, so you’ll be needing to do a bit more repositioning while working compared to the Hypertherm Powermax above.
Also, while the price is great up front, prepare to spend a bit more on consumables than some of the more expensive units.
See Also: Can You Cut Metal With a Miter Saw?
Tips for Beginners
 Read the manual – It goes without saying, but take the time to read the owner’s manual.
Read the manual – It goes without saying, but take the time to read the owner’s manual.
While most plasma cutters have only 2 settings (on/off switch and amperage control), you want to completely familiarize yourself with your particular model and advice from the manufacturer.
Be Safe – Protect all exposed skin with gloves, a welding jacket (or denim or other flame-resistant clothing), and welding helmet (#3 to #6 shade). Always have a fire extinguisher on hand nearby.
Support – Use your non-cutting hand to support your cutting hand. This provides greater control and stability.
Push vs Pull – While most users prefer to pull the torch toward them while cutting, you may find it easier to push it way instead.
Angle – Keep the torch at a 90-degree angle for cutting.
Use a Checklist – Prior to cutting, be sure to inspect the cutting tip, shield cup, electrode, and any cords or lines.
Get Dialed In – When cutting, make sure sparks are falling from the bottom of the metal indicating a clean cut. If that’s not the case, you may need to adjust your amperage, angle of the torch, or speed in which you cut. You should in fact make a test cut on the same type of material prior to cutting on the material you plan on using. Do this to check your amperage and cutting speed.
Use the Drag Shield – If your plasma cutter has one, use the drag shield. It allows you to rest the torch on the piece you’re working on and maintain an optimal 1/8” standoff.
Angle the Start – It’s easy to pierce thin metal to start a cut but on thicker material, start at a 45 degree angle to avoid a backsplash and along with it, increased wear on your consumables.
Straighter is Better –Use a clamped straight edge for best results when precise cuts are needed.
For more plasma cutting tips, check out these pages:
- http://weldingdesign.com/processes/tips-improving-plasma-cutting-quality
- http://www.bakersgas.com/plasma-cutting-overview-tips.php
- http://www.millerwelds.com/resources/articles/Plasma-cutting-for-home-hobby-motorsports-art-and-DIY-projects-techniques-results/
- http://www.kevincaron.com/video_detail.php?id=135





